同时,在大规模工业化生产过程之中,人工视觉产品质量检测的效率和准确性较低。视觉检测方法可以进一步提高生产效率和生产自主性。另外,设备视觉有利于信息内容的集成,视觉检测可以全面控制企业货物的优质率,其准确性与人工检测相比进一步提高。
在实际应用中,有两个问题是我们必须特别注意的,即:光源照度的不稳定和被测物体位置的不一致。
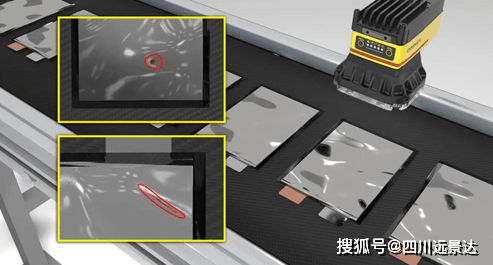
1. 照明和成像问题。由于被测物体表面的材质、反射和折射的不同,光源的照度和成像是必须克服的首要困难。特别是在玻璃和反光物体的检测中。在视觉检测的应用中,主要包括四个方面:测量、检测、识别和定位。测量容易受到光的影响,只有当光线变化10%—20%时,测量结果才会有较大的误差。基本上在为用户提供设备视觉软件解决方案时,都会尽量减少光源的光干扰,保证设备视觉软件光源的稳定性。
2. 在装备视觉软件的设计中,对目标位置变化的检测必须考虑到被检测目标在射击视场中检测位置的变化。在高质量的规定之下,仅通过夹具或其他形式定期对准位置,并不能完全保证被测目标在同一位置,检测时会有较大误差。因此,在检测过程中,需要配合定位功能,以保证测量结果的偏差足够小。